
Технические данные
1. Поршни
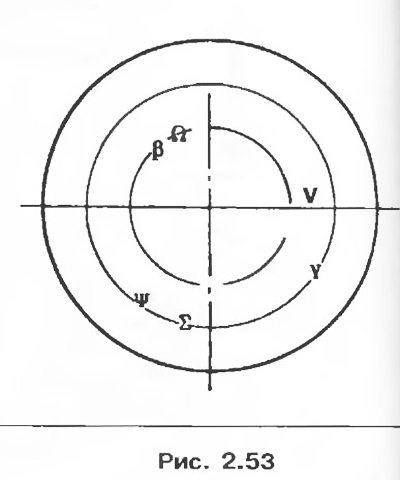
Форма юбки поршня (*)
- β модель (*)
- Ψ неделя изготовления (*)
- Σ индекс модификаций *)
- Y маркировка размерной групп (таблица 2.1.)
- V Направление установки поршня в сторону маховика
(*) при послепродажном обслуживании не используется.
Таблица 2.2. Подбор поршней к гильзам цилиндров
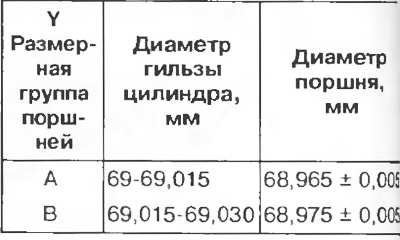
Диаметр поршня следует измерять на расстоянии А = 40 мм.
2. Гильзы цилиндров
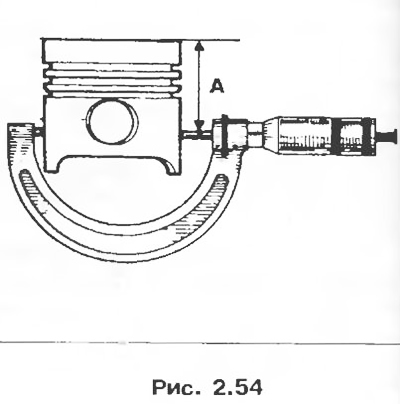
Внимание! Обязательно соблюдайте подбор диаметров поршней и гильз цилиндров. Подбор определяется положением отверстий Т по отношению к сопрягаемой поверхности головки блока цилиндров. Положение этих отверстий дает возможность выбрать допуски гильз цилиндров в их номинальной размерной группе и, следовательно, диаметры поршней, соответствующие этим допускам (таблица 2.1)
Примечание. Маркировка содержит: 1 и 2 обозначение размерной группы поршней А или В; Т положение отверстий указывает размерную группу для каждого цилиндра.
Ремонтные размеры: диаметр гильзы цилиндра и поршня увеличивается на 0,25 мм.
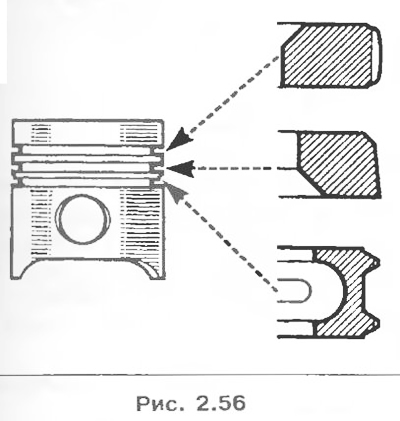
3. Поршневые кольца
Толщина, мм:
- верхнее компрессионное кольцо 1,47-1,49;
- нижнее компрессионное кольцо 1,47-1,49;
- маслосъемное кольцо 2,47-2,49.
4. Шатуны
Осевой зазор нижней головки шатуна, мм: 0,21-0,453.
Таблица 2.3
5. Коленчатый вал
- Количество коренных подшипников 5;
- Осевой зазор, мм: 0,06-0,235.
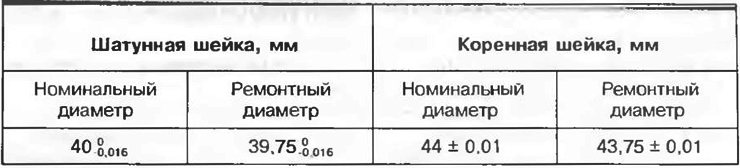
6. Крышки коренных подшипников коленчатого вала
Направление установки:
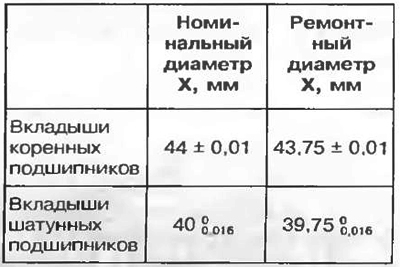
- вкладыши подшипников 1-2-3-5 установите таким образом, чтобы вкладыши А с канавкой располагались на блоке цилиндров, а вкладыши В без канавки — на крышках подшипников.
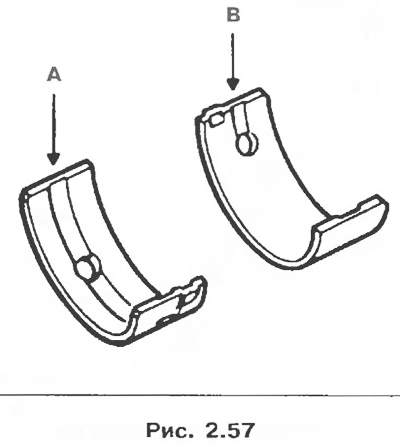
Для подшипника 3 устанавливается вкладыш (U-образный), изготовленный как одно целое с упорными полукольцами; вкладыш с канавкой С устанавливается на блоке цилиндров, а вкладыш без канавки D — на крышке подшипника.
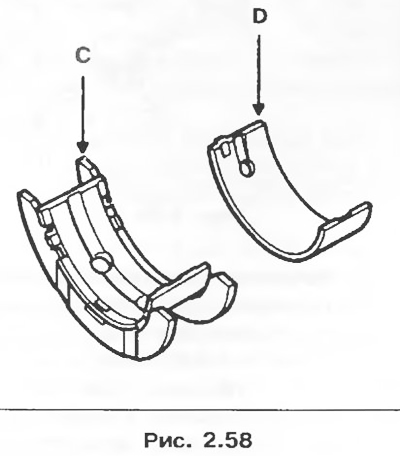
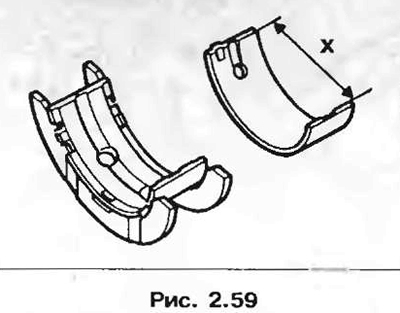
Таблица 2.4. Номинальные и ремонтные размеры вкладышей коренных и шатунных подшипников
Детали, которые должны заменяться при снятии
Все уплотнительные манжеты и прокладки.
Металлическая трубка системы охлаждения.
Болты крепления маховика.
Болты крепления крышек шатунов.
Болты крепления опор коленчатого вала.
Разборка
1. Снимите силовой агрегат.
2. Снимите головку блока цилиндров (см. раздел «Прокладка головки блока цилиндров»),
3. Снимите:
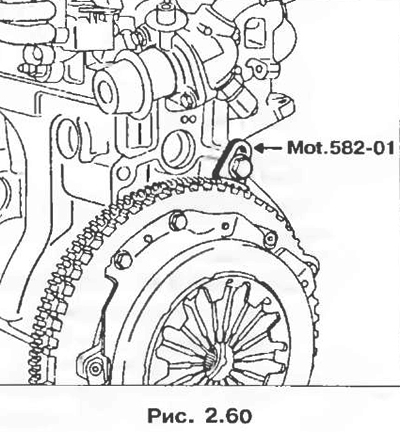
- механизм и ведомый диск сцепления;
- маховик двигателя, застопорив его с помощью приспособления Mot. 582-01.
4. Снимите поддон картера с прокладкой (для послепродажного обслуживания поставляются силиконовый герметик для прокладок или металлопластиковые прокладки).
5. Снимите зубчатый шкив механизма газораспределения.
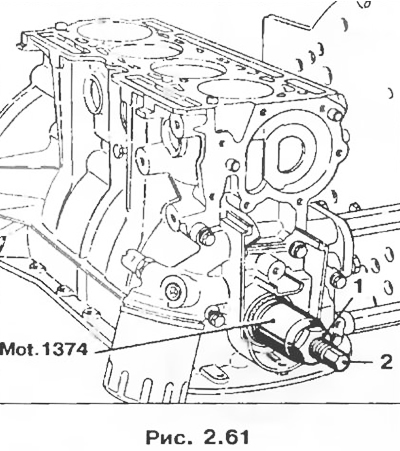
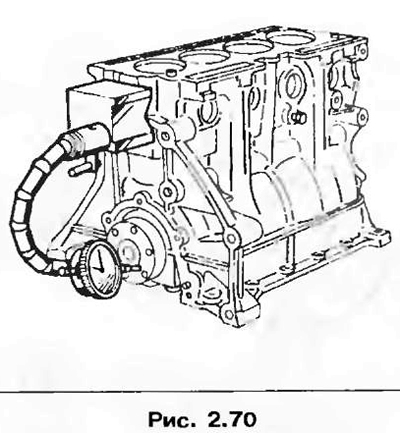
6. Снимите сальник коленчатого вала, используя приспособление Mot. 1374. С помощью гайки 1 введите корпус приспособления внутрь сальника и, вращая винт 2, выпрес-суйте его.
7. Снимите:
- маслоприемник вместе с прокладкой;
- масляный насос.
Внимание! Масляный насос ремонту не подлежит.
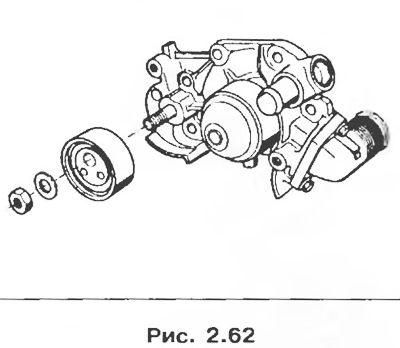
Снимите:
- натяжной ролик привода механизма газораспределения и насос охлаждающей жидкости.
8. Снимите:
- крышки нижних головок шатунов и вкладыши;
- поршни вместе с шатунами;
- крышки коренных подшипников коленчатого вала и их вкладыши;
- коленчатый вал;
- вкладыши коренных подшипников, расположенные в блоке цилиндров.
Разборка и сборка группы «шатун-поршень»
1. Выпрессовка поршневых пальцев
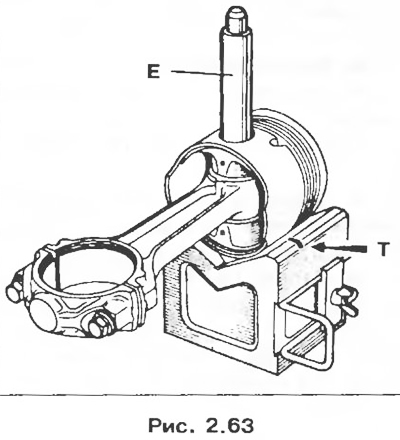
Положите поршень в V-образное углубление так, чтобы поршневой палец совместился с отверстием в опоре (две метки Т на опоре указывают центр отверстия, что облегчает совмещение). Выпрессуйте палец с помощью оправки Е.
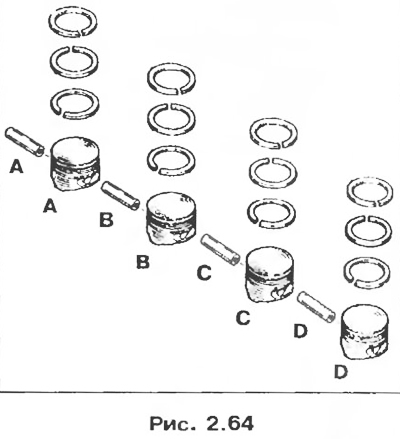
2. Подготовка групп «поршень-палец»
Детали поставляемых групп «поршень-палец» взаимно подобраны. Пометьте каждую группу деталей упаковки от А до D с тем, чтобы сохранить подбор. Удалите с деталей антикоррозионное покрытие, но ни в коем случае не скоблите детали.
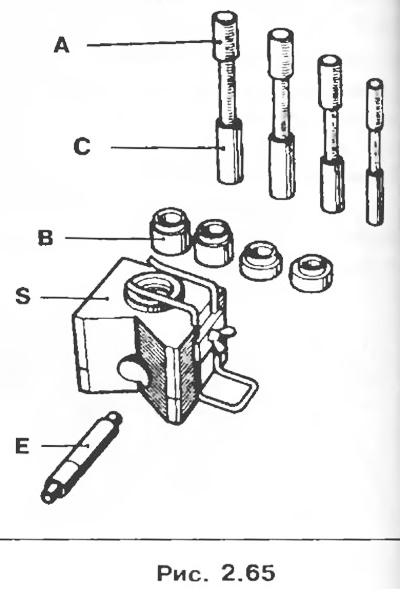
3. Установка поршневых пальцев
Поршневые пальцы запрессованы в верхние головки шатунов и свободно вращаются в бобышках поршней. Установка поршневых пальцев выполняется с помощью приспособления Mot. 574-21 (поставляется в качестве дополнения к приспособлению Mot. 574-22).
А: Монтажные оправки в комплекте с центрирующими втулками С.
В: Упорные втулки под поршень.
Е. Оправка для выпрессовки пальцев.
S: Опора для поршня.
4. Подготовка шатунов
Проверьте визуально:
- состояние шатунов (скручивание и непараллельность осей головок);
- прилегание крышек шатунов н стержням шатунов (при необходимости снимите заусенцы с помощи н шлифовального бруска).
Для нагрева шатунов используйте нагревательную плиту мощностью 1500 Вт. Поместите верхние головки шатунов на нагревательную с плиту.
Проследите, чтобы головки шатунов плотно прилегали к поверхности плиты.
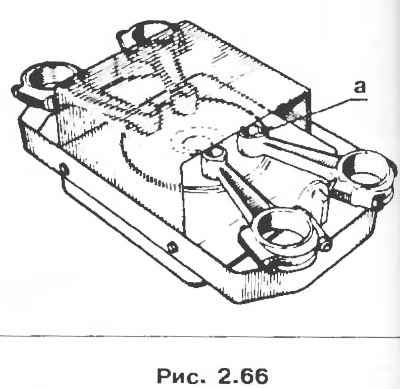
Для контроля температуры положите на каждую верхнюю головку шатуна в точке а по кусочку оловянного припоя с температурой плавления около 250°С. Нагревайте верхние головки шатунов до плавления припоя.
5. Подготовка поршневых пальцев
Убедитесь в том, что поршневые пальцы свободно скользят в бобышках новых поршней.
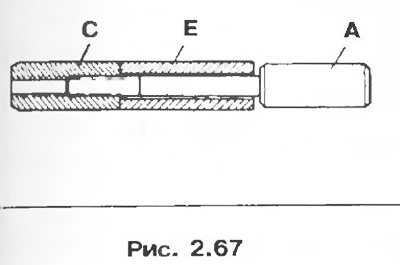
Для установки поршневых пальцев используйте центрирующую втулку С17 и монтажную оправку А17.
Наденьте поршневой палец Е на монтажную оправку А, после чего наверните центрирующую втулку С до упора на монтажную оправку, а затем отверните ее на четверть оборота.
6. Сборка группы «шатун-поршень»
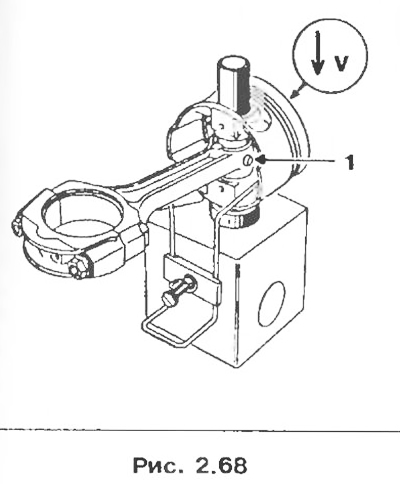
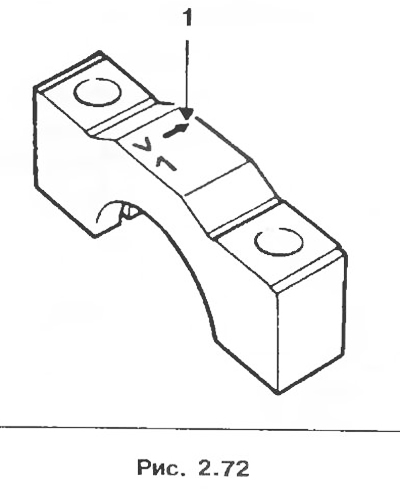
Примечание. На головке поршня выштампована стрелка, которая после сборки должна быть направлена к маховику. Направление установки шатуна указывается выступом 1, который должен находиться со стороны масляного щупа.
Установите втулку В17 на опору, наденьте на нее поршень вместе с пальцем, закрепив поршень пружинным стопором опоры (стрелка при этом должна быть направлена вверх). Смажьте центрирующую втулку и поршневой палец моторным маслом. Вставьте поршневой палец в отверстия поршня для проверки и убедитесь в его свободном перемещении, при необходимости отцентрируйте поршень.
Как только припой достигнет температуры плавления (превращение в каплю), выполните следующие операции:
- удалите каплю припоя с головки шатуна;
- вставьте центрирующую втулку оправки в поршень;
- вставьте шатун в поршень;
- быстро продвиньте поршневой палец до упора центрирующей втулки одно отверстия опоры для поршня.
8. Убедитесь в том, что палец остается утопленным по отношению к наружной поверхности поршня при любом положении шатуна в поршне.
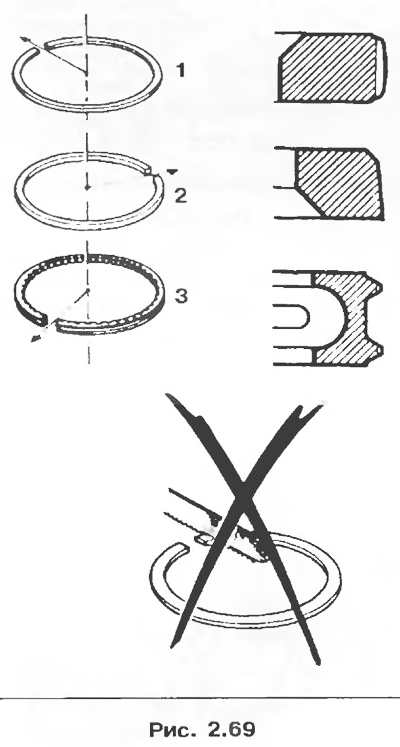
7. Установка поршневых колец
Поршневые кольца должны свободно перемещаться в канавках поршня. Обязательно соблюдайте последовательность установки поршневых колец. Смажьте кольца моторным маслом и разведите их замки (рис. 2.69).
Сборка
1. Установите вкладыши подшипников. Все вкладыши нижних головок шатунов одинаковые. Вкладыши коренных подшипников коленчатого вала имеют отверстия для смазки как со стороны головки блока цилиндров, так и со стороны крышек подшипников. Вкладыш среднего подшипника является упорным и определяет осевой зазор коленчатого вала.
2. Установите коленчатый вал.
3. Смажьте моторным маслом коренные и шатунные шейки коленчатого вала.
4. Установите на место крышки подшипников (предварительно смажьте резьбу и поверхности под головками болтов) и затяните болты с моментом 20 Нм, после чего доверните их на угол 80°.
Убедитесь в том, что: коленчатый вал вращается свободно, осевой зазор коленчатого вала должен быть в пределах от 0,06 до 0,235 мм.
5. Очистите блок цилиндров.
6. Установите поршни в сборе с шатунами в цилиндры блока с помощью обжимного хомута.
7. Установите крышки шатунных подшипников таким образом, чтобы стрелка 1 была обращена к маховику.
8. Затяните болты крышки шатуна с моментом 14 Нм, затем доверните их на угол 39°.
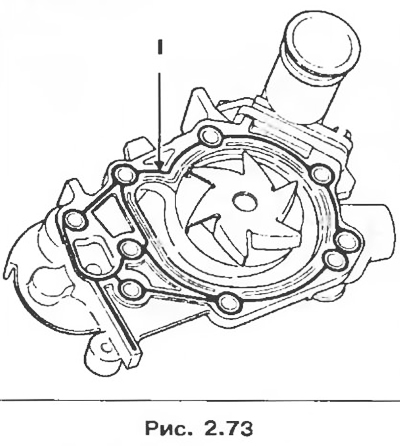
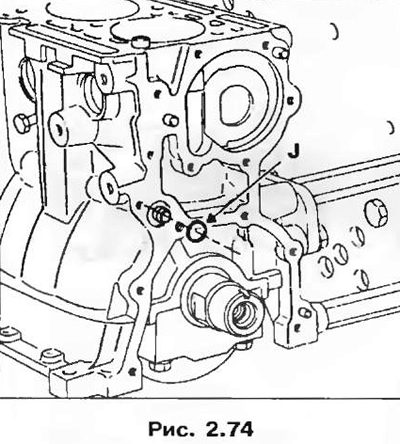
Нанесите на сопрягаемую поверхность насоса охлаждающей жидкости валик 1 герметика Rhodorseal 5661 и установите насос на место.
9. При каждой сборке следует устанавливать новое уплотнительное кольцо нагнетательного патрубка.
Внимание! Привод масляного насоса осуществляется от двух кулачков, расположенных на коленчатом вале.
10. Нанесите валик 5 герметика Rhodorseal 5661 по всему периметру сопрягаемой поверхности масляного насоса.
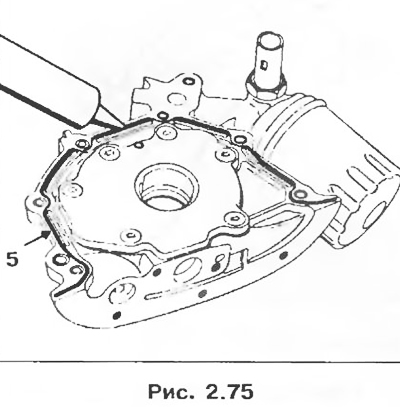
11. Установите масляный насос на блок цилиндров и затяните болты крепления с моментом 9 Нм.
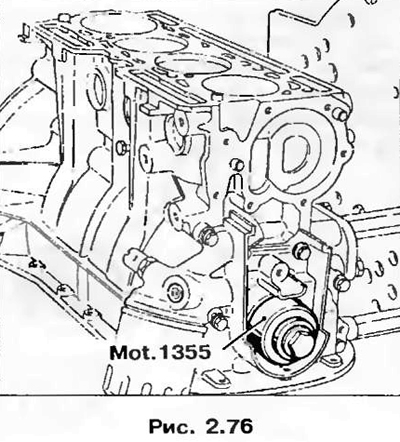
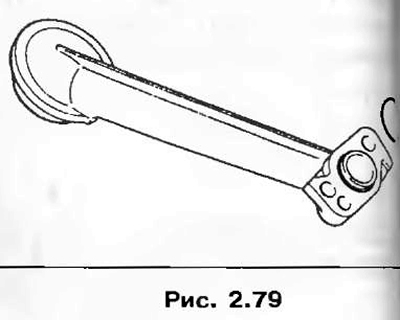
12. Установите новый сальник на коленчатый вал, стараясь не повредить его при прохождении через шейку, на которую устанавливается шестерня привода механизма газораспределения. Запрессуйте сальник с помощью оправки Mot. 1355.
13. Нанесите валик герметика Rhodorseal 5661 по всему периметру сопрягаемой поверхности со стороны маховика.
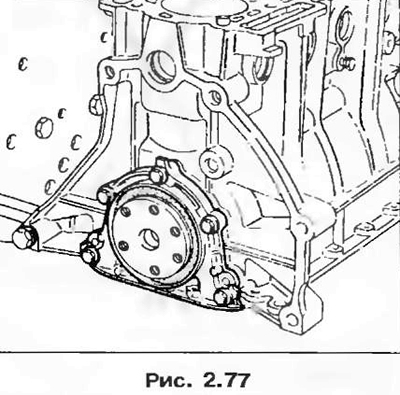
14. Затяните болты крепления крышки с моментом 9 Нм.
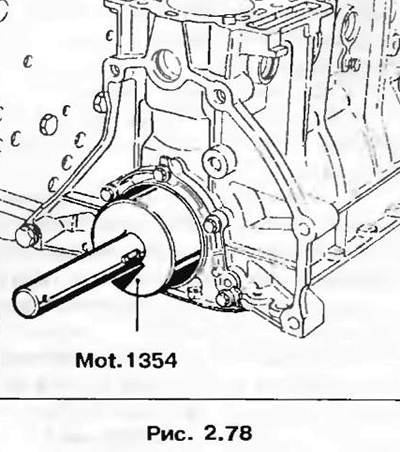
15. Установите сальник коленчатого вала с помощью приспособления Mot. 1354.
16. Установите маслоприемник предварительно заменив его уплотнительное кольцо.
17. Очистите сопрягаемые поверхности блока цилиндров и поддона картера.
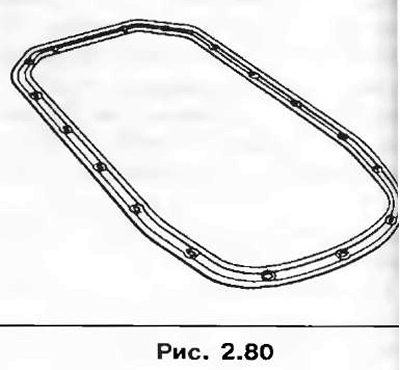
18. Установите поддон картера затяните болты крепления с моментом 10 Нм.
Примечание. Герметичность поддона картера обеспечивает только установкой специальной прокладки (прокладка должна быть обращена к блоку цилиндров).
19. Установка производится в обратном порядке.