Забележка: Процедурата по-долу е за 4,7 mm медни тръби.
Процедурата не важи за хибридни тръбопроводи (тръбопровод + маркуч) и тръбопроводи с диаметър 6 mm и 8 mm.
Моментите на затягане, дадени в тази процедура, се отнасят само за отстранен тръбопровод. В случай на използване на тръбопроводи, инсталирани от производителя (тръбите не се сменят с нови), приложете моментите на затягане, дадени в таблицата в началото на главата.
Внимание: За да предотвратите повреда на хидравличната спирачна система, не мачкайте и не огъвайте спирачните тръби, когато режете.
1. Отрежете парче тръбопровод с необходимата дължина с помощта на подходящ нож за тръби.
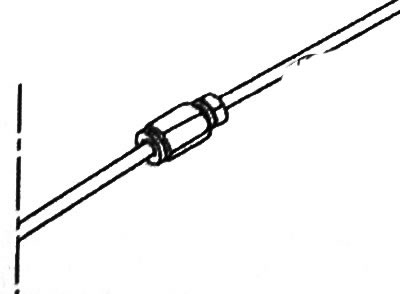
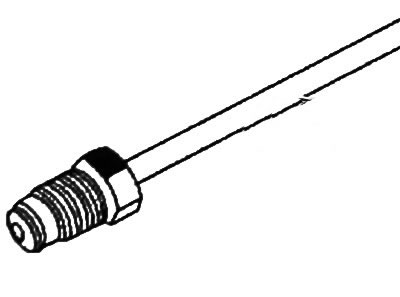
2. Поставете гайка или втулка с резба върху тръбопровода преди развалцоване.
Забележка: За да разширите ръбовете, поставете инструмента за разширяване в менгеме.
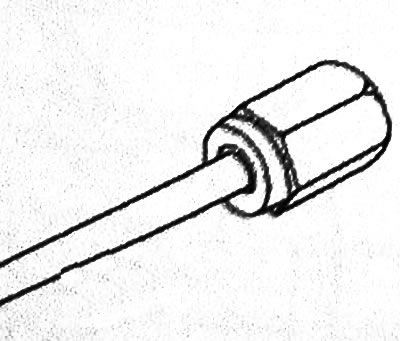
3. Поставете тръбопровода в инструмента за разваляне.
4. Регулирайте дължината на тръбопровода.
5. Затегнете края на конусния инструмент до 40 Nm.
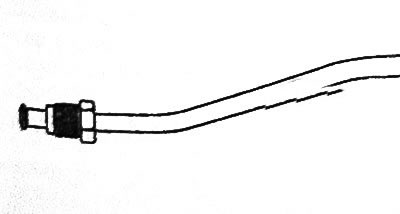
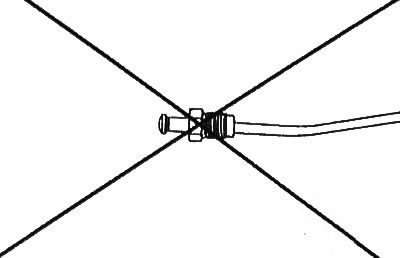
6. Визуално проверете еднаквостта на диаметъра на разклонението и центрирането на развалката спрямо оста на тръбопровода.
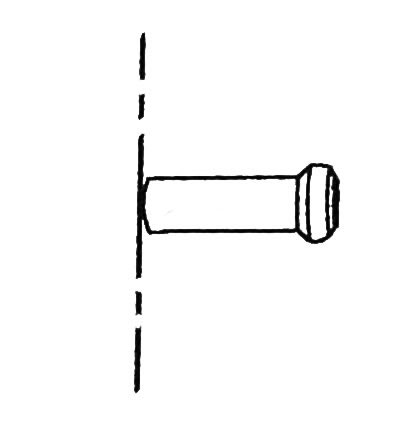
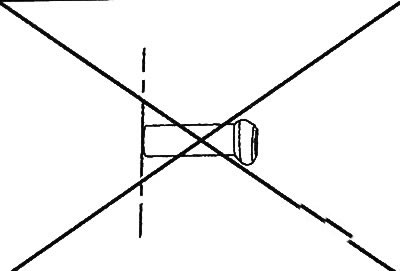
7. Проверете визуално дали вътрешният отвор на тръбопровода не е овален.

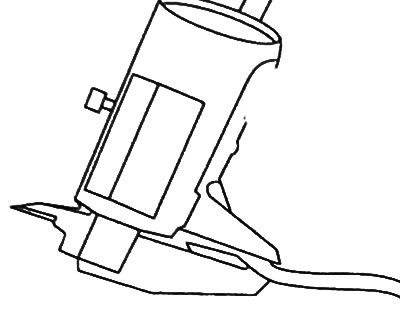
8. Използвайте дебеломер, за да измерите диаметъра на крайната част на тръбопровода във взаимно перпендикулярни посоки. Крайната част на тръбопровода не трябва да е овална (XI X2).
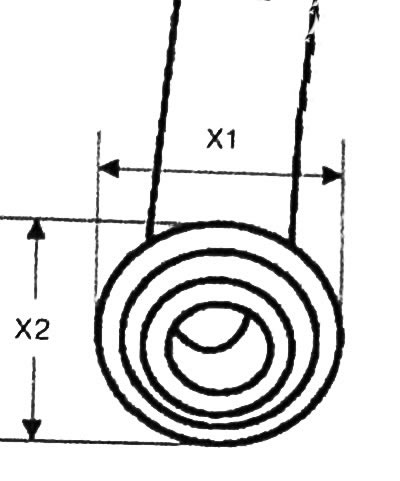
Забележка: При раздуване на края на тръбопровод, метални включвания може да се отчупят вътре в тръбопровода. Необходимо е тръбопроводът да се продуха със сгъстен въздух в двете посоки.
9. Поставете тапи върху гайки или резбови гнезда в краищата на тръбопровода.
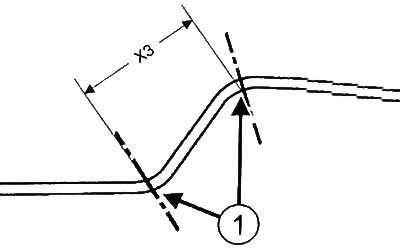
10. Поставете оригиналния тръбопровод върху плоска основа, съответстваща на дължината на тръбопровода.
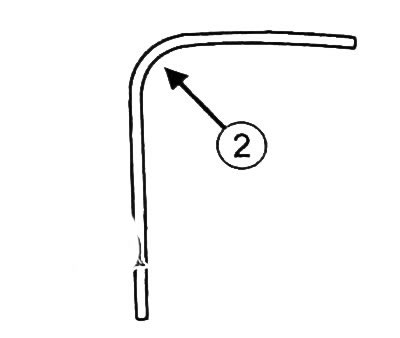
11. Измерете размера (ХЗ) между центровете (1) на кривината на оригиналния тръбопровод.
Внимание: За да избегнете отслабване на тръбопровода, или направете едно огъване, или постепенно увеличавайте степента на огъване (като намалявате радиуса на извивката). Не монтирайте на превозно средство тръба, която е била огъната и след това отново огъната, за да коригирате радиуса на кривината.
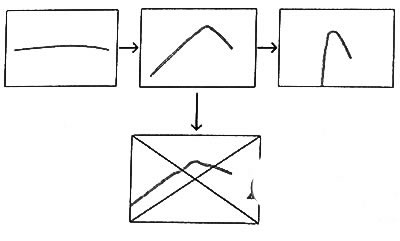
Забележка: По време на огъване на тръбата необходимият ъгъл на заобляне трябва да бъде леко надвишен, за да се компенсира еластичността на материала.
12. Оформете тръбопровода в желаната форма, завой по завой, спазвайки формата на оригиналния тръбопровод.
13. С помощта на дебеломер проверете овалността на тръбопровода по външния диаметър в централната част на кривината (2). Овалността на тръбопровода съответства на нормата, ако стойността му е по-малка от 10% от изравняването на тръбопровода. Например, при номинален диаметър на тръбопровода от 4,75 мм, максимално допустимото сплескване е 4,3 мм.
Забележка: Когато монтирате спирачната тръба, спазвайте първоначалното положение на уплътнението, доколкото е възможно. Ръчно регулирайте позицията на тръбопроводите спрямо скобите на държачите.
Внимание: Спирачната тръба може да се повреди, когато влезе в контакт с околните компоненти. За да се избегне такъв контакт, тръбопроводът трябва да се регулира ръчно.
14. Затегнете съединителната гайка на тръбопровода с въртящ момент от 14 Nm.
15. Затегнете конектора на спирачната линия до 10 Nm.