
Technické dáta
1. Piesty
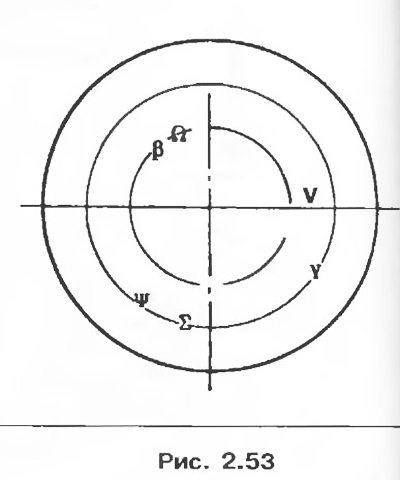
Tvar sukne (*)
- β model (*)
- Ψ týždeň výroby (*)
- Σ index úprav *)
- Y označenie veľkostných skupín (tabuľka 2.1.)
- V Smer inštalácie piestu smerom k zotrvačníku
(*) nepoužíva sa na popredajný servis.
Tabuľka 2.2. Výber piestov pre vložky valcov
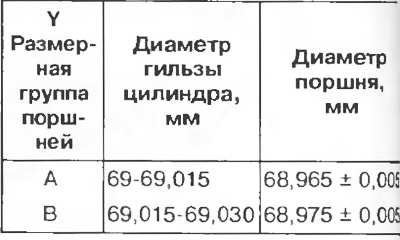
Priemer piesta by sa mal merať vo vzdialenosti A = 40 mm.
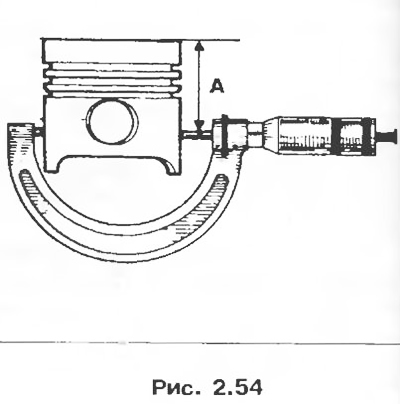
2. Vložky valcov
Pozor! Nezabudnite dodržať výber priemerov piestov a vložiek valcov. Výber je určený polohou otvorov T vo vzťahu k lícovanej ploche hlavy valcov. Poloha týchto otvorov umožňuje voliť tolerancie vložiek valcov v ich menovitej veľkostnej skupine a teda priemery piestov zodpovedajúce týmto toleranciám (tabuľka 2.1)
Poznámka. Označenie obsahuje: 1 a 2 označenie veľkostnej skupiny piestov A alebo B; Pozícia T otvorov označuje veľkostnú skupinu pre každý valec.
Rozmery opravy: priemer vložky valca a piestu sa zväčší o 0,25 mm.
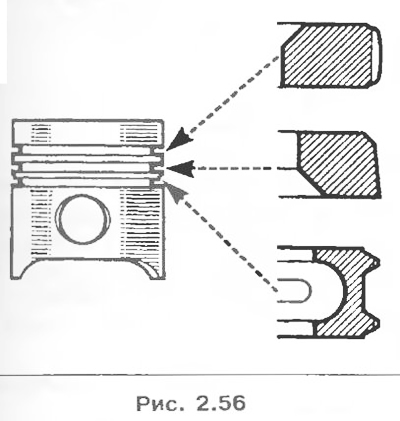
3. Piestne krúžky
Hrúbka, mm:
- horný kompresný krúžok 1,47-1,49;
- spodný kompresný krúžok 1,47-1,49;
- krúžok na stieranie oleja 2,47-2,49.
4. Spojovacie tyče
Axiálna vôľa spodnej hlavy ojnice, mm: 0,21-0,453.
Tabuľka 2.3
5. Kľukový hriadeľ
- Počet hlavných ložísk 5;
- Axiálna vôľa, mm: 0,06-0,235.
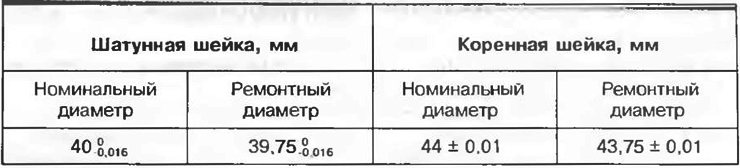
6. Veká hlavného ložiska kľukového hriadeľa
Smer inštalácie:
- Nainštalujte ložiskové panvy 1-2-3-5 tak, aby drážkované panvy A boli na bloku valcov a bezdrážkové panvy B boli na uzáveroch ložísk.
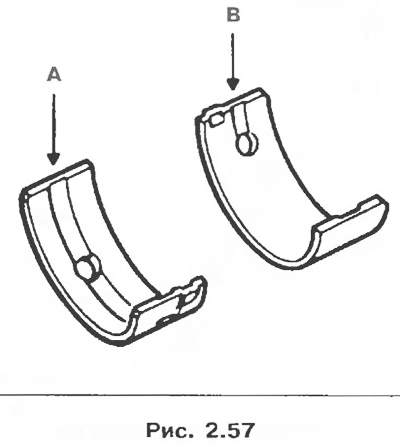
Pre ložisko 3 je nainštalovaná vložka (v tvare U), vyrobený ako jeden kus s perzistentnými polkruhmi; drážkovaná vložka C je namontovaná na bloku valca a vložka bez drážky D je namontovaná na viečku ložiska.
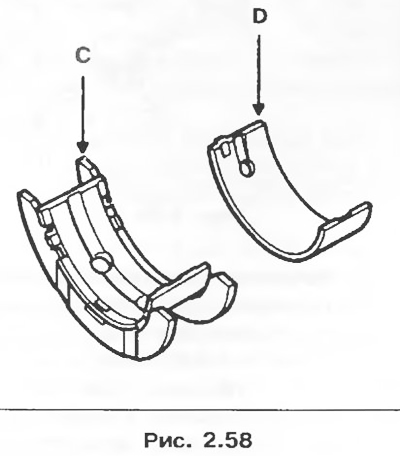
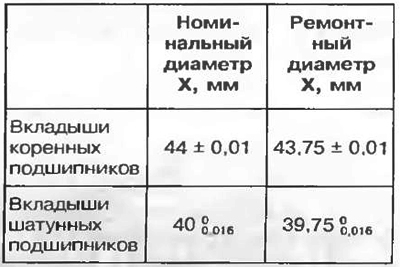
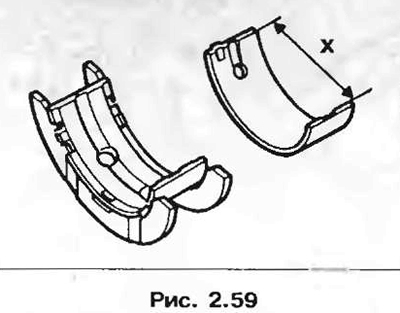
Tabuľka 2.4. Menovité a generálne rozmery pánskych a ojničných ložísk
Časti, ktoré sa majú vymeniť pri demontáži
Všetky tesnenia a tesnenia.
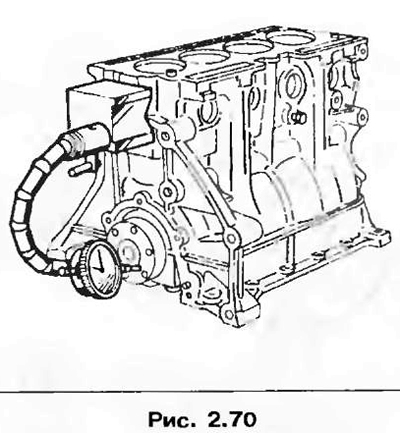
Kovová rúrka chladiaceho systému.
Skrutky zotrvačníka.
Skrutky uzáveru ojnice.
Upevňovacie skrutky kľukového hriadeľa.
Demontáž
1. Odstráňte napájaciu jednotku.
2. Demontujte hlavu valca (pozri časť «Tesnenie hlavy valcov»),
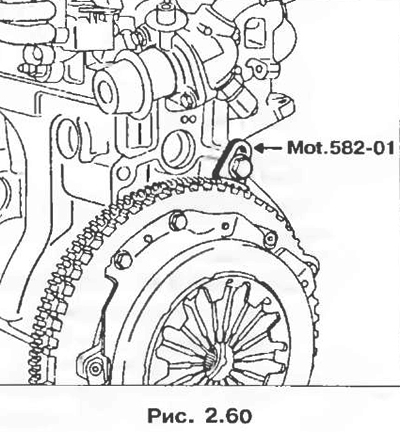
3. Odstráňte:
- spojkový mechanizmus a poháňaný kotúč;
- zotrvačník motora jeho zablokovaním nástrojom Mot. 582-01.
4. Odstráňte olejovú vaňu s tesnením (silikónový tmel na tesnenia alebo kovoplastové tesnenia sú k dispozícii pre popredajný servis).
5. Demontujte remenicu rozvodového kolesa.
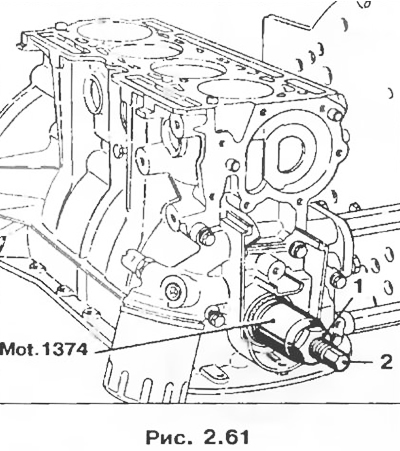
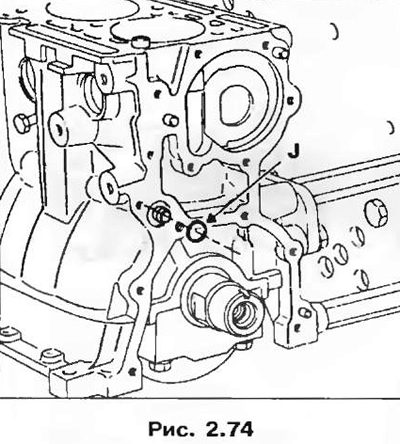
6. Odstráňte olejové tesnenie kľukového hriadeľa pomocou nástroja Mot. 1374. Pomocou matice 1 vsuňte telo nástroja do upchávky a otáčaním skrutky 2 ju vytlačte.
7. Odstráňte:
- olejový prijímač s tesnením;
- olejova pumpa.
Pozor! Olejové čerpadlo nie je možné opraviť.
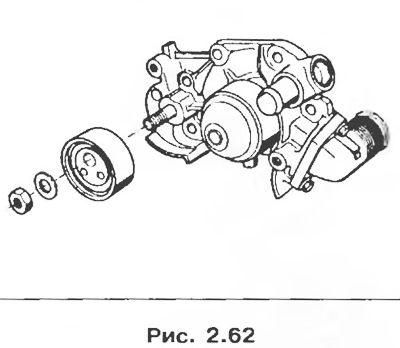
Odstrániť:
- napínací valec pohonu rozvodového mechanizmu a čerpadla chladiacej kvapaliny.
8. Odstráňte:
- uzávery a vložky ojníc;
- piesty s ojnicami;
- uzávery hlavných ložísk kľukového hriadeľa a ich vložky;
- kľukový hriadeľ;
- hlavné ložiskové panvy umiestnené v bloku valcov.
Demontáž a montáž skupiny «ojnica-piest»
1. Vytlačenie piestnych čapov
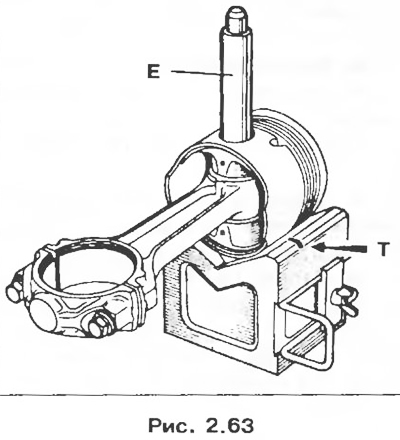
Piest umiestnite do V-drážky tak, aby piestny čap lícoval s otvorom v podpere (dve značky T na podpere označujú stred otvoru, čo uľahčuje zarovnanie). Vytlačte kolík pomocou nástroja E.
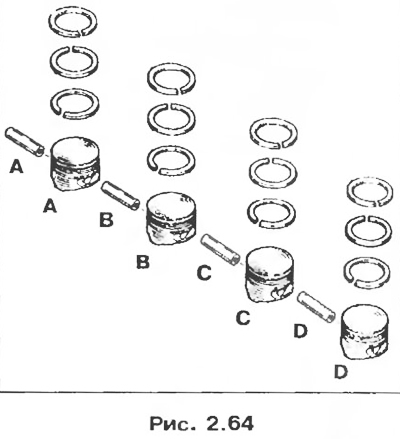
2. Skupinová príprava «piestny čap»
Podrobnosti o dodaných skupinách «piestny čap» vzájomne zladené. Označte každú skupinu častí balenia od A po D, aby ste zachovali výber. Odstráňte antikorózny náter z dielov, ale v žiadnom prípade diely neškrabte.
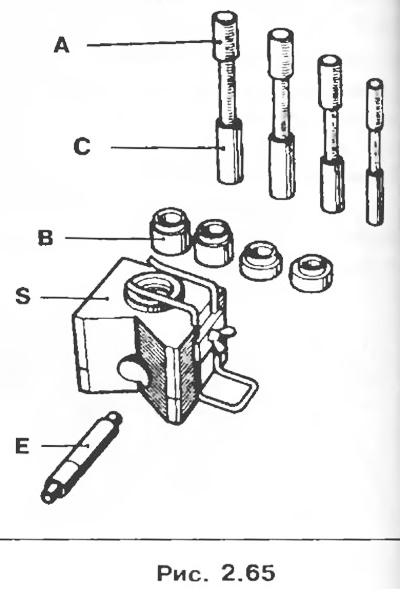
3. Montáž piestnych čapov
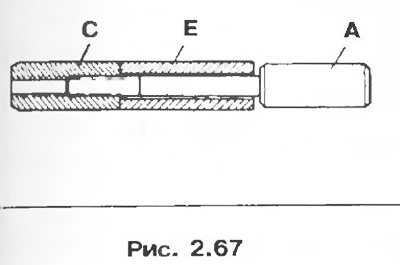
Piestne čapy sú zalisované do horných hláv ojníc a voľne sa otáčajú v nálitkoch piestov. Piestne čapy sú inštalované pomocou nástroja Mot. 574-21 (dodáva sa ako doplnok k nástroju Mot. 574-22).
A: Montážne tŕne kompletné so strediacimi objímkami C.
B: Prítlačné puzdrá pre piest.
E. Tŕň na stláčanie prstov.
S: Podpora piestu.
4. Príprava spojovacích tyčí
Vizuálne skontrolujte:
- stav spojovacích tyčí (skrútenie a nesprávne nastavenie osí hláv);
- lícovanie uzáverov ojníc na ojnice (v prípade potreby odstráňte otrepy brúsnym kameňom).
Na ohrev kľúk použite 1500W platňu. Umiestnite horné konce spojovacích tyčí na vykurovaciu platňu.
Uistite sa, že hlavy ojníc tesne priliehajú k povrchu dosky.
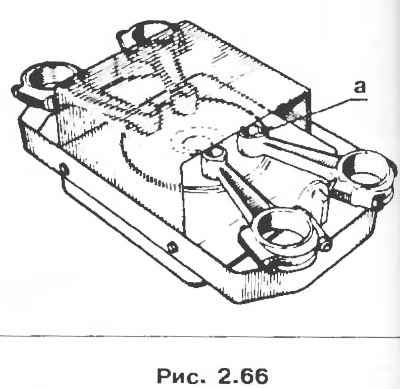
Na reguláciu teploty priložte kúsok cínovej spájky s teplotou topenia asi 250°C na každú hornú hlavu ojnice v bode a. Zahrievajte horné konce spojovacích tyčí, kým sa spájka neroztopí.
5. Príprava piestnych čapov
Uistite sa, že piestne čapy voľne kĺžu v výstupkoch nových piestov.
Na inštaláciu piestnych čapov použite strediace puzdro C17 a montážny tŕň A17.
Nasuňte piestny čap E na montážny tŕň A, potom naskrutkujte centrovaciu objímku C na montážny tŕň až na doraz a potom ju odskrutkujte o štvrť otáčky.
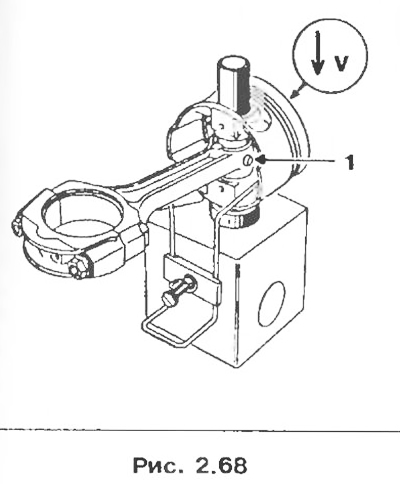
6. Skupinové zhromaždenie «ojnica-piest»
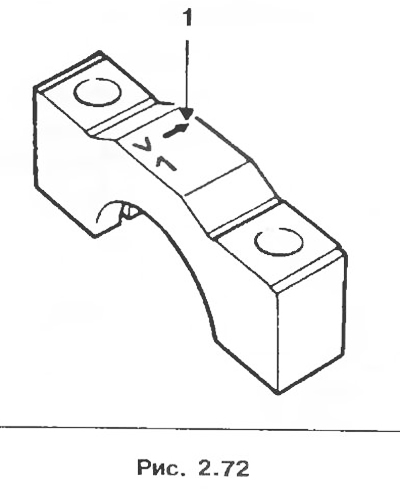
Poznámka. Na hlave piestu je vyrazená šípka, ktorá by mala po zložení smerovať k zotrvačníku. Smer montáže ojnice je označený výstupkom 1, ktorý musí byť na strane mierky.
Nainštalujte puzdro B17 na podperu, nasaďte na ňu piest spolu s kolíkom a zaistite piest pružinovou zarážkou podpery (šípka musí smerovať nahor). Strediace puzdro a piestny čap namažte motorovým olejom. Vložte piestny čap do otvorov piestu a skontrolujte a uistite sa, že sa voľne pohybuje, v prípade potreby piest vycentrujte.
Akonáhle spájka dosiahne bod topenia (premeniť sa na kvapku), urobte nasledovné:
- odstráňte kvapku spájky z hlavy ojnice;
- vložte centrovaciu objímku tŕňa do piestu;
- vložte ojnicu do piestu;
- rýchlo posúvajte piestny čap, kým sa centrovacia objímka nezastaví o jeden otvor v podpere piestu.
8. Uistite sa, že čap zostáva zapustený vo vzťahu k vonkajšiemu povrchu piesta v akejkoľvek polohe ojnice v pieste.
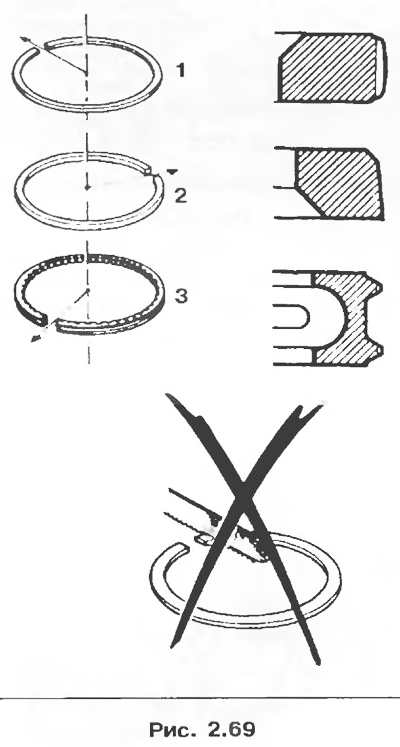
7. Montáž piestnych krúžkov
Piestne krúžky sa musia voľne pohybovať v drážkach piestu. Uistite sa, že dodržíte postup inštalácie piestneho krúžku. Namažte krúžky motorovým olejom a oddeľte ich zámky (ryža. 2.69).
Zhromaždenie
1. Nainštalujte ložiskové panvy. Všetky ojničné ložiská sú rovnaké. Plášte hlavných ložísk kľukového hriadeľa majú mazacie otvory na strane hlavy valcov aj na strane veka ložiska. Vložka stredného ložiska je perzistentná a určuje axiálnu vôľu kľukového hriadeľa.
2. Nainštalujte kľukový hriadeľ.
3. Namažte hlavný a ojničný čap kľukového hriadeľa motorovým olejom.
4. Vymeňte kryty ložísk (predbežne namažte závity a povrchy pod hlavami skrutiek) a utiahnite skrutky krútiacim momentom 20 Nm, potom sa utiahnu o uhol 80°.
Uistite sa, že: kľukový hriadeľ sa voľne otáča, axiálna vôľa kľukového hriadeľa musí byť medzi 0,06 a 0,235 mm.
5. Vyčistite blok valcov.
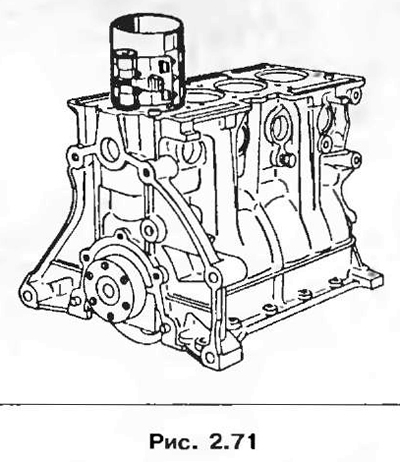
6. Nainštalujte piesty s ojnicami do valcov bloku pomocou lisovacej objímky.
7. Namontujte veká ojničného ložiska tak, aby šípka 1 smerovala k zotrvačníku.
8. Utiahnite skrutky uzáveru ojnice momentom 14 Nm, potom ich utiahnite o 39°.
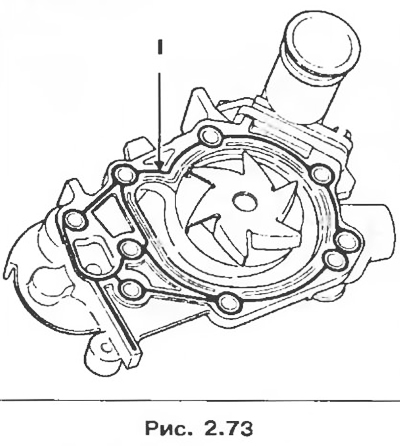
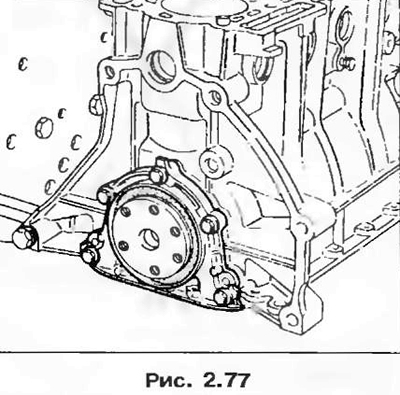
Naneste guľôčku 1 Rhodorseal 5661 na dosadaciu plochu čerpadla chladiacej kvapaliny a znovu nainštalujte čerpadlo.
9. Pri každej opätovnej montáži nainštalujte nový vypúšťací O-krúžok.
Pozor! Olejové čerpadlo je poháňané dvoma vačkami umiestnenými na kľukovom hriadeli.
10. Naneste guľu 5 Rhodorseal 5661 po celej ploche spojovacej plochy olejového čerpadla.
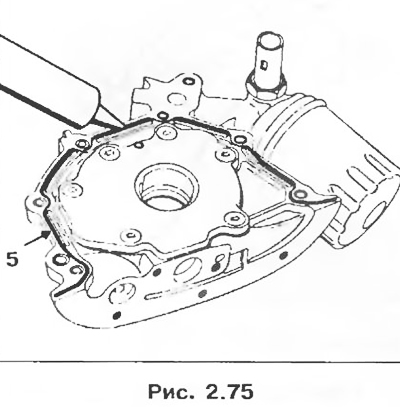
11. Nainštalujte olejové čerpadlo na blok valca a utiahnite upevňovacie skrutky na krútiaci moment 9 Nm.
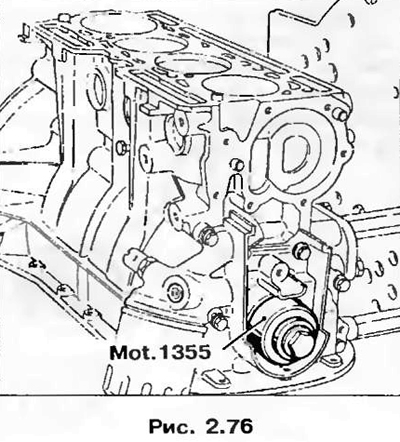
12. Namontujte nové olejové tesnenie na kľukový hriadeľ, pričom dávajte pozor, aby ste ho nepoškodili pri prechode cez hrdlo, na ktorom je namontované rozvodové koleso. Zatlačte tesnenie pomocou nástroja Mot. 1355.
13. Naneste pásik Rhodorseal 5661 po celom spojovacom povrchu na strane zotrvačníka.
14. Utiahnite skrutky s hlavou na 9 Nm.
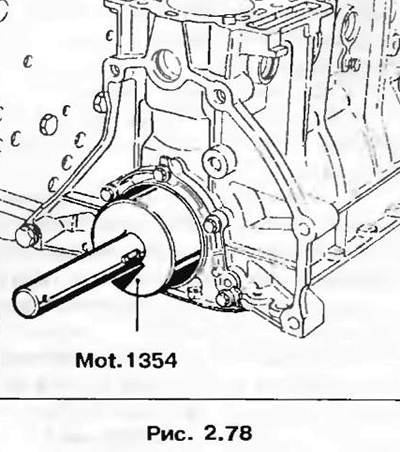
15. Namontujte olejové tesnenie kľukového hriadeľa pomocou nástroja Mot. 1354.
16. Po výmene tesniaceho krúžku nainštalujte zásobník oleja.
17. Vyčistite spojovacie plochy bloku valcov a olejovej vane.
18. Namontujte olejovú vaňu, utiahnite upevňovacie skrutky momentom 10 Nm.
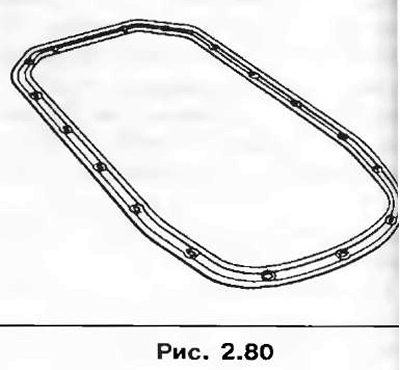
Poznámka. Tesnosť olejovej vane je zabezpečená iba inštaláciou špeciálneho tesnenia (tesnenie musí smerovať k bloku valcov).
19. Inštalácia sa vykonáva v opačnom poradí.