
Postupujte takto:
- nainštalujte blok valcov na kľukovú skriňu pracovného stola nahor;
- nainštalujte piest prvého valca (strana zotrvačníka) do polohy NMT;
- namaľte značku na ojnicu a jej uzáver (pri absencii číslovania) pre správnu inštaláciu počas montáže;
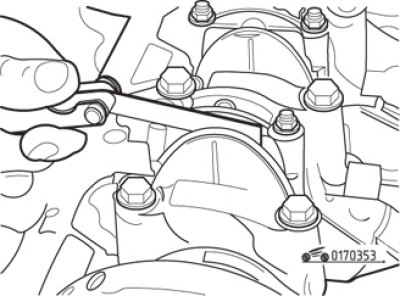
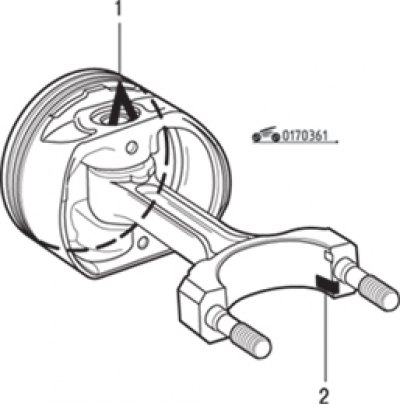
Ryža. 3.53. Meranie vôle spodného uzáveru ojnice
- pomocou spáromeru skontrolujte vôľu spodného konca ojnice (ryža. 3.53) a porovnajte výsledok s rozmermi uvedenými v tabuľke. 3,3;
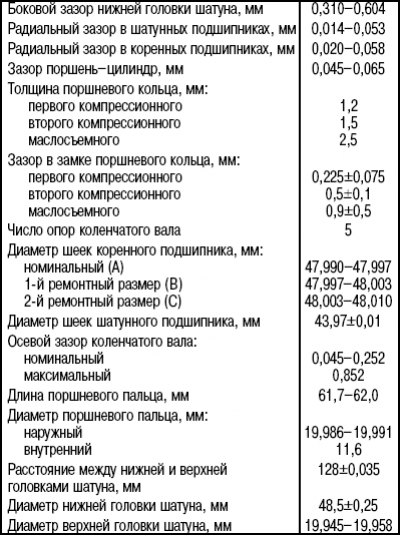
Tabuľka 3.3. Technické údaje kľukového hriadeľa a častí ojnice a skupiny piestov
- odskrutkujte matice zaisťujúce spodný kryt ojnice a odstráňte kryt spolu s vložkou. Vložku pripevnite lepiacou páskou na veko skladu. Opätovné použitie vložiek sa neodporúča, ale ak sa majú znova použiť, mali by byť znovu nainštalované;
- nasaďte plastové rúrky na skrutky uzáveru ojnice alebo ich omotajte lepiacou páskou, aby ste predišli poškodeniu povrchu valca pri vyberaní piestu z bloku;
- skontrolujte hornú časť zrkadla valca. Ak je tam významná rímsa, musí sa odstrániť, pretože piest a jeho krúžky sa môžu počas extrakcie poškodiť;
- čísla farieb na spodkoch všetkých piestov;
- Opatrne vyberte piest cez hornú časť bloku valca zatlačením na hlavu piestu vhodnou drevenou tyčou. Po odstránení piestu a ojnice odstráňte hornú panvu ložiska a prilepte ju na ojnicu na uskladnenie;
- otočením kľukového hriadeľa o pol otáčky odstráňte piesty a ojnice zostávajúcich valcov rovnakým spôsobom. Pred odstránením dielov ich označte (alebo sa uistite, že ho máte);
Pozor! Piestne čapy sú pevne zatlačené do horných koncov ojníc a majú plávajúce uloženie v nálitkoch piestov. Nepoužívajú sa poistné krúžky.
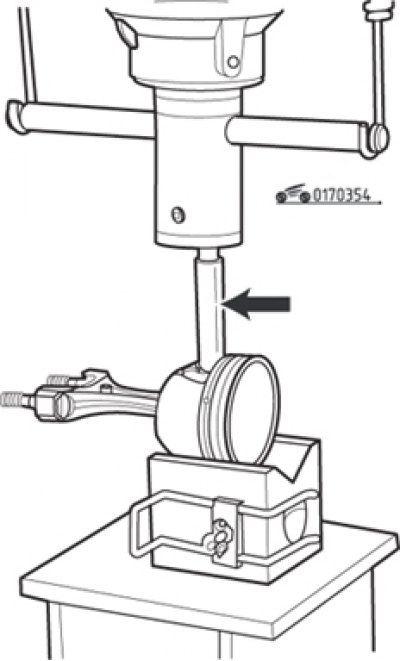
Ryža. 3.54. Odstránenie piestneho čapu z piesta pomocou tŕňa (šípka)
- nainštalujte piest do stojana v tvare V tak, aby sa piestny čap zarovnal s otvorom, aby ste ho mohli vybrať (ryža. 3.54);
- pomocou vyťahovača piestneho čapu ho vyberte z piestu pomocou lisu.
Inšpekcia

Ryža. 3.55. Demontáž piestnych krúžkov pomocou spáromeru
Očistite piesty a ojnice od nečistôt a karbónových usadenín. Pomocou dvoch alebo troch plochých spáromerov odstráňte krúžky z piestov nahor (smerom k spodnej časti piestu) (ryža. 3.55). Odstráňte uhlík z koruny piesta pomocou hliníkovej škrabky. Na tento účel nepoužívajte brúsny papier, pretože zrná brusiva sú zapustené v hliníku piestu a následne spôsobujú škrabance. Odstráňte karbónové usadeniny z drážok piesta pomocou vhodného kusu piestneho krúžku, pričom dávajte pozor, aby ste nepoškriabali povrch drážky.
Umyte piesty od odstránených usadenín. Uistite sa, že otvory v drážkach škrabky oleja nie sú zanesené nečistotami.
Skontrolujte trecie plochy piestov. Prípustné je opotrebenie vo forme zvislej «plešiny» na tlak prijímajúci povrch plášťa piesta a malá medzera v uložení horného kompresného krúžku v drážke. Ryhy a škrabance na plášti piesta môžu naznačovať, že motor bol z akéhokoľvek dôvodu prehriaty: zlé chladenie, mazanie, príliš vysoká teplota spaľovania. Popáleniny na plášti sú znakom úniku plynu zo spaľovacej komory, ktorý môže byť spôsobený opotrebovaním stien valca alebo piestnych krúžkov. Popáleniny alebo jamky na korune piesta sú zvyčajne príznakmi chodu motora s detonáciou spôsobenou predzápalom alebo nekvalitným benzínom. Z rovnakého dôvodu môže byť v niektorých prípadoch hlava piestu roztavená. Opätovné nakysnutie zmesi v dôsledku úniku vzduchu na vstupe môže tiež spôsobiť prehriatie piestu.
Všetky príčiny uvedených poškodení musia byť odstránené pred uvedením motora do prevádzky, inak dôjde k podobnému poškodeniu skupiny piestov znova.
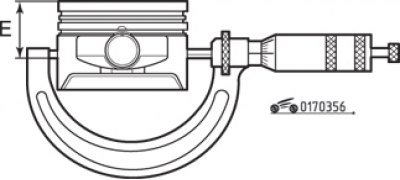
Ryža. 3.56. Meranie priemeru piesta mikrometrom: E= (42±0,01) mm
Pomocou mikrometra zmerajte na diaľku priemery všetkých štyroch piestov (42±0,01) mm od koruny piesta (ryža. 3.56) kolmo na os piestneho čapu. Porovnajte výsledky meraní s údajmi v tab. 3.4.
Tabuľka 3.4. Závislosť priemeru piesta na priemere valca
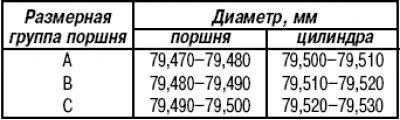
Ak je priemer piestu mimo tolerancie, vymeňte celú súpravu piestu. Treba mať na pamäti, že blok valcov mohol byť vyvŕtaný pri predchádzajúcej generálke a podľa toho mohli byť nainštalované predimenzované piesty. Zaznamenajte si výsledky merania a použite ich na kontrolu vôlí neskôr, keď sa merajú priemery valcov.
Zmerajte medzery medzi piestnymi krúžkami a drážkami piestu, za týmto účelom nainštalujte krúžky do drážok a pomocou sady plochých snímačov vykonajte príslušné merania na troch alebo štyroch miestach v každej drážke. Namerané rozmery nesmú presiahnuť 0,1 mm, inak bude potrebné piesty vymeniť.
Starostlivo skontrolujte ojnice, čapy a kryty ojníc, či nie sú opotrebované, prasknuté alebo inak poškodené. Vizuálne skontrolujte nasledovné:
- stav spojovacích tyčí (môžu byť skrútené alebo ohnuté);
- hustota uloženia krytov ložísk na ojnice (ak je to potrebné, použite šmirgľovú dosku na odstránenie otrepov, aby ste zabezpečili správne usadenie uzáverov).

Ryža. 3.57. Meranie medzery piestneho krúžku
Pred nasadením krúžkov na piesty ich nainštalujte jeden po druhom do valca a skontrolujte medzeru v zámku krúžku. Zatlačte krúžok do valca s piestom tak, aby rovina krúžku bola rovnobežná s hornou rovinou bloku (ryža. 3.57). Porovnajte výsledky merania s výsledkami uvedenými v tabuľke. 3.3.
Zhromaždenie
Objednávka montáže:
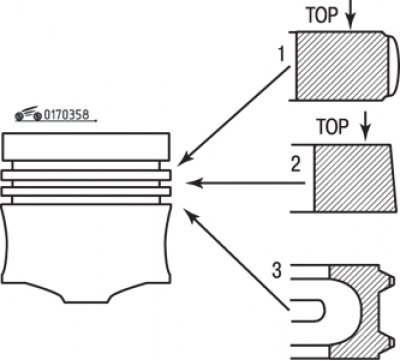
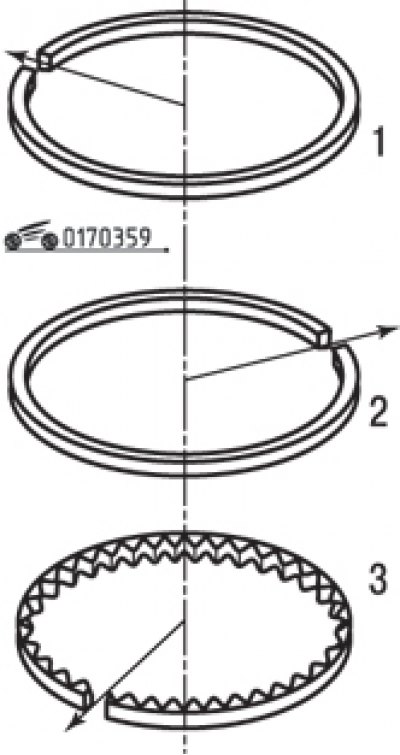
Ryža. 3.58. Profily piestnych krúžkov
Ryža. 3.59. Umiestnenie zámkov piestnych krúžkov pod uhlom 120°voči sebe navzájom
- nainštalujte krúžky na piesty - nasaďte ich cez korunu piestu, počnúc krúžkom na stieranie oleja a použite rovnaké ploché dotykové meradlá, aké boli použité pri demontáži krúžkov. Profily piestnych krúžkov sú znázornené na obr. 3.58. Kompresné krúžky sú inštalované s nápisom «TOR» hore. Sú veľmi krehké, preto buďte opatrní pri inštalácii. Zámky piestnych krúžkov roztiahnite navzájom pod uhlom 120° (ryža. 3.59);
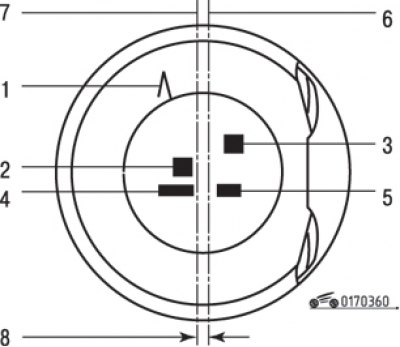
Ryža. 3,60. Označenie piestu: 1 - smer inštalácie štítku piestu «L» smerom k zotrvačníku 2, 4, 5 - označenie dodávateľa; 3 - skupina veľkostí piestu (A–B–C); 6 - os symetrie piestu; 7 - os otvoru pre piestny čap; 8 - posunutie osí (7) otvory pre piestny čap vzhľadom na rovinu symetrie (6) piest je 0,9 mm
Ryža. 3.61. Poloha ojnice vzhľadom na piest: štítok «L» (1) na korune piestu musí byť v hornej časti a zaisťovací výstupok puzdra ložiska (2) spodný koniec ojnice - dole
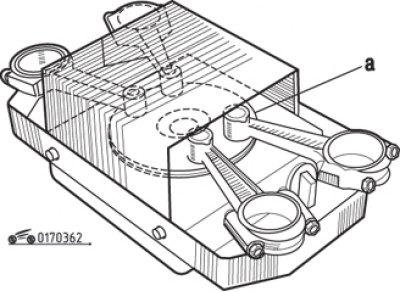
Ryža. 3.62. Vykurovanie horných hláv spojovacích tyčí na elektrickom sporáku: a - kúsok cínovej spájky
- zostavte piest s ojnicou. Označenie «L» na spodnej časti piestu (ryža. 3,60) by mala smerovať k zotrvačníku a zaisťovací výstupok ložiskovej panvy spodnej hlavy ojnice by mal byť, ako je znázornené na obr. 3.61. Umiestnite horný koniec spojovacích tyčí na 1500W varnú dosku, ako je znázornené na obr. 3.62. Na reguláciu teploty ohrevu ojníc položte malý kúsok cínovej spájky s teplotou topenia približne 250°C na hornú hlavu každej ojnice v oblasti a;
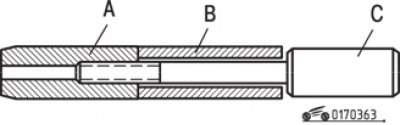
Ryža. 3.63. Inštalácia piestneho čapu (IN) na montážnej tyči (S) a spojenie s centrovacím zariadením (A)
- pripravte piestne čapy. Uistite sa, že voľne zapadajú do príslušných piestov. Nainštalujte piestny čap na vodiacu tyč, zaskrutkujte centrovací nástroj až na doraz a potom ho odskrutkujte o 1/4 otáčky (ryža. 3.63);
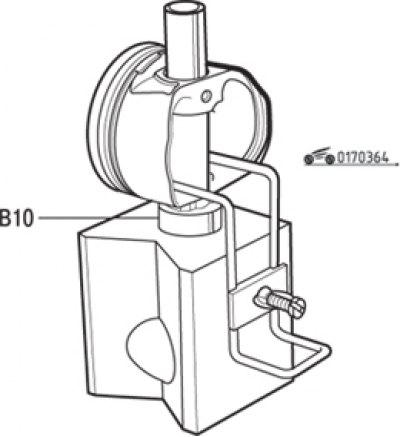
Ryža. 3.64. Montáž piestu na montážny nástroj ojnice: B 10 - objímka-obmedzovač
- nainštalujte piest na stojan, pričom ho nasmerujte podľa obr. 3.61. Medzi piest a stojan umiestnite objímku, ktorá obmedzí pohyb centrovacieho zariadenia pri stlačení piestneho čapu (ryža. 3.64);
- namažte centrovacie zariadenie a piestny čap motorovým olejom;
Pozor! Nasledujúce operácie sa musia vykonať čo najrýchlejšie, aby sa zabránilo ochladeniu ojnice.
- keď teplota spájky dosiahne bod topenia (spájka sa zmení na kvapku), utrite kvapku spájky;
- vložte ojnicu do piestu;
- čo najrýchlejšie zasuňte piestny čap až na doraz centrovacieho zariadenia do stojana;
- odstráňte centrovacie zariadenie z čapu;
- uistite sa, že piestny čap v žiadnej polohe ojnice nepresahuje okraje nálitkov piestu.