
Виконайте таке:
- встановіть блок циліндрів на верстак картером вгору;
- встановіть поршень першого циліндра (з боку маховика) у становище НМТ;
- нанесіть фарбою мітку на шатуні та його кришці (за відсутності нумерації) для правильної установки під час складання;
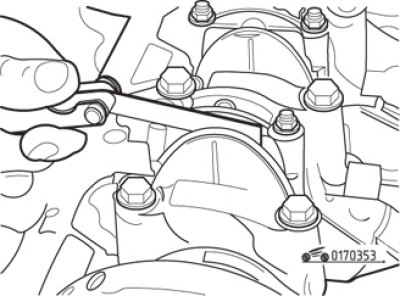
Мал. 3.53. Вимірювання бічного зазору нижньої кришки шатуна
- за допомогою плоского щупа перевірте бічний зазор нижньої головки шатуна (Мал. 3.53) і порівняйте результат із розмірами, наведеними в табл. 3.3;
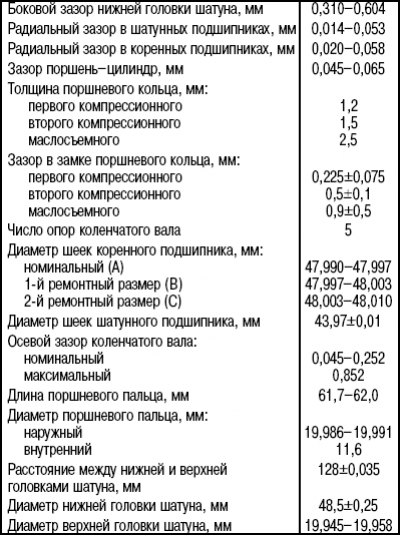
Таблиця 3.3. Технічні дані колінчастого валу та деталей шатунно-поршневої групи
- відверніть гайки кріплення нижньої кришки шатуна та зніміть кришку разом із вкладишем. Прикріпіть вкладку липкою стрічкою до кришки для зберігання. Повторне використання вкладишів не рекомендується, але якщо вони будуть використані знову, їх слід встановити на місце;
- надягніть на болти кріплення кришки шатуна пластмасові трубки або обмотайте їх липкою стрічкою для запобігання пошкодженню поверхні циліндра під час вилучення поршня з блоку;
- огляньте верхню частину дзеркала циліндра. Якщо там є суттєвий уступ, його треба видалити, оскільки поршень та його кільця можуть бути пошкоджені при витягуванні;
- нанесіть фарбою номери на днища всіх поршнів;
- акуратно вийміть поршень через верх блоку циліндрів, натискаючи знизу на головку поршня відповідним дерев'яним стрижнем. Коли поршень та шатун будуть витягнуті, зніміть верхню вкладку підшипника і прикріпіть його липкою стрічкою до шатуна для зберігання;
- повертаючи колінчастий вал на півоберта, таким же чином витягніть поршні та шатуни інших циліндрів. Перед зняттям деталей зробіть їх маркування (або переконайтесь у її наявності);
Увага! Поршневі пальці щільно запресовуються у верхні головки шатунів і мають посадку, що плаває, в бобишках поршнів. Стопорні кільця не використовуються.
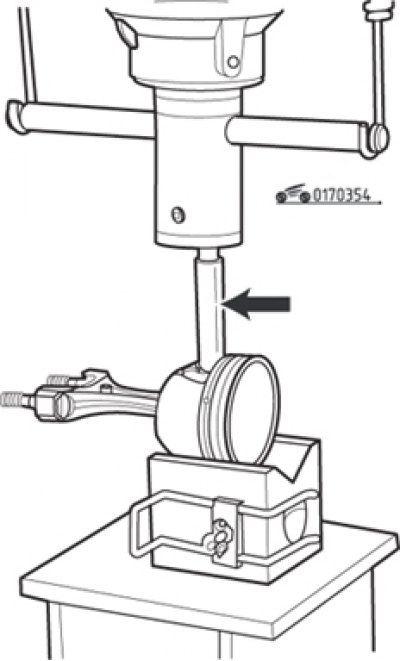
Мал. 3.54. Видалення поршневого пальця з поршня за допомогою оправлення (стрілка)
- встановіть поршень у V-подібну підставку так, щоб поршневий палець збігався з отвором для його вилучення (Мал. 3.54);
- Використовуючи оправку для вилучення поршневого пальця, видаліть його з поршня за допомогою преса.
Огляд

Мал. 3.55. Зняття поршневих кілець за допомогою щупа
Очистіть від бруду та нагару поршні та шатуни. За допомогою двох-трьох плоских щупів зніміть кільця з поршнів нагору (у бік днища поршня) (Мал. 3.55). Очистіть днище поршня від нагару за допомогою алюмінієвого скребка. Не застосовуйте для цієї мети шкірку, тому що зерна абразиву впроваджуються в алюміній поршня і згодом стають причиною подряпин. Видаліть з канавок поршнів нагар, використовуючи відповідний уламок поршневого кільця і намагаючись при цьому не дряпати поверхню канавки.
Відмийте поршні від знятого нагару. Переконайтеся, що отвори в оливних канавках не забиті брудом.
Огляньте поверхні поршнів, що труться. Допустимим вважається знос у вигляді вертикальних «залисин» на сприймає тиск поверхні спідниці поршня і невеликий зазор у посадці верхнього компресійного кільця в канавці. Задираки та подряпини на спідниці поршня можуть вказувати, що двигун був перегрітий з якоїсь причини: погане охолодження, мастило, занадто висока температура згоряння. Сліди обгорання на спідниці - ознака просочування газів з камери згоряння, викликаного, можливо, знос стінок циліндра або поршневих кілець. Сліди вигоряння або фарбування на днище поршня зазвичай є ознаками роботи двигуна з детонацією, викликаною раннім запалюванням або використанням неякісного бензину. З цієї причини в деяких випадках може бути оплавлена головка поршня. Перезбіднення суміші через підсмоктування повітря на впуску теж може стати причиною перегріву поршня.
Усі причини перерахованих пошкоджень повинні бути усунені, перш ніж двигун буде введено в експлуатацію, інакше подібні пошкодження поршневої групи виникнуть знову.
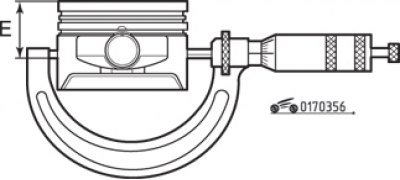
Мал. 3.56. Вимірювання діаметра поршня за допомогою мікрометра: Е = (42±0,01) мм
Мікрометром виміряйте діаметри всіх чотирьох поршнів на відстані (42±0,01) мм від днища поршня (Мал. 3.56) перпендикулярно до осі поршневого пальця. Порівняйте результати вимірювань із зазначеними у табл. 3.4.
Таблиця 3.4. Залежність діаметра поршня від діаметра циліндра
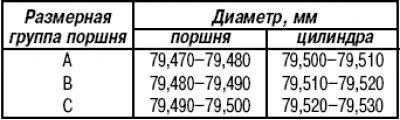
Якщо діаметр поршня знаходиться поза допуском, замініть весь комплект поршнів. Слід пам'ятати, що блок циліндрів міг бути розточений під час попереднього капітального ремонту, відповідно могли бути встановлені поршні збільшеного розміру. Запишіть результати вимірювань і використовуйте їх, щоб перевірити зазори пізніше, коли вимірювати діаметри циліндрів.
Заміряйте зазори між поршневими кільцями та канавками поршнів, для цього встановіть кільця в канавки та за допомогою набору плоских щупів проведіть відповідні виміри у трьох-чотирьох місцях кожної канавки. Виміряні розміри не повинні перевищувати 0,1 мм, інакше знадобиться заміна поршнів.
Ретельно огляньте шатуни, пальці та кришки шатунів на відсутність зношування, тріщин та інших поверхневих пошкоджень. Візуально перевірте таке:
- стан шатунів (вони можуть бути скручені або погнуті);
- щільність посадки кришок підшипників на шатуни (при необхідності використовуйте для видалення задирок наждачний брусок, щоб забезпечити правильну посадку кришок).

Мал. 3.57. Вимірювання зазору в замку поршневого кільця
Перед тим як надягти кільця на поршні, встановіть їх по черзі у свій циліндр і перевірте зазор у замку кільця. Поршнем проштовхніть кільце в циліндр, щоб площина кільця була паралельна верхній площині блоку (Мал. 3.57). Порівняйте результати виміру із зазначеними в табл. 3.3.
Складання
Порядок збирання:
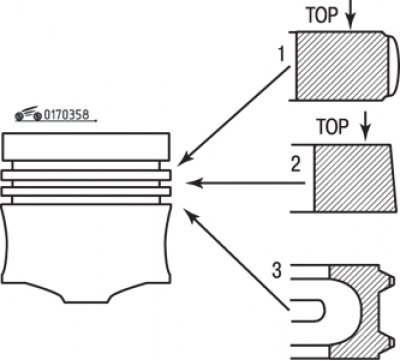
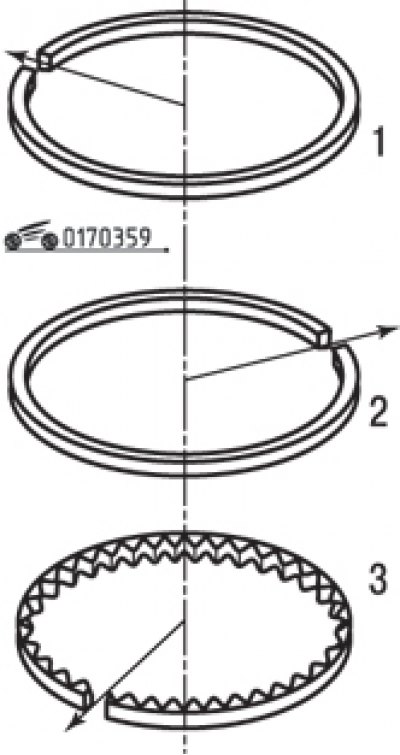
Мал. 3.58. Профілі поршневих кілець
Мал. 3.59. Розташування замків поршневих кілець під кутом 120°відносно один одного
- встановіть на поршні кільця - надягніть їх через днище поршня, починаючи з кільця маслом і використовуючи ті ж плоскі щупи, які застосовувалися при знятті кілець. Профілі поршневих кілець показані на рис. 3.58. Компресійні кільця встановлюються написом «ТОР» вгору. Вони дуже тендітні, тому будьте обережні при встановленні. Замки поршневих кілець розведіть під кутом 120°відносно один одного (Мал. 3.59);
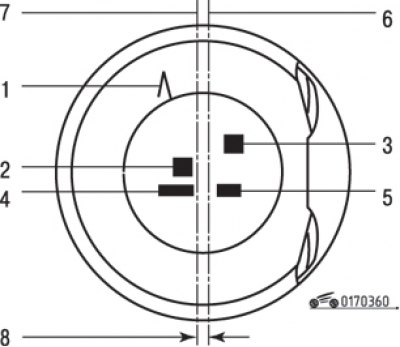
Мал. 3.60. Маркування поршня: 1 – напрямок встановлення поршня міткою «L» у бік маховика; 2, 4, 5 – маркування постачальника; 3 – розмірна група поршня (А-В-С); 6 – вісь симетрії поршня; 7 – вісь отвору для поршневого пальця; 8 – зміщення осі (7) отвори для поршневого пальця щодо площини симетрії (6) поршня становить 0,9 мм
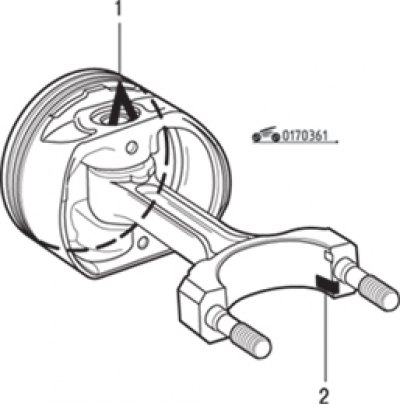
Мал. 3.61. Положення шатуна щодо поршня: мітка «L» (1) на днище поршня має бути вгорі, а стопорний виступ вкладиша підшипника (2) нижньої головки шатуна – внизу
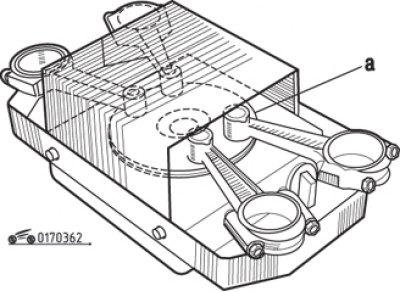
Мал. 3.62. Нагрівання на електроплиті верхніх головок шатунів: а – шматочок олов'яного припою
- Зберіть поршень з шатуном. Мітка «L» на днище поршня (Мал. 3.60) має бути спрямована у бік маховика, а стопорний виступ вкладиша підшипника нижньої головки шатуна повинен бути, як зазначено на рис. 3.61. Помістіть верхні головки шатунів на нагрівальну плиту потужністю 1500 Вт, як показано на рис. 3.62. Для контролю за температурою нагріву шатунів покладіть на верхню головку кожного шатуна на ділянці, а невеликий шматочок олов'яного припою з температурою плавлення приблизно 250°С;
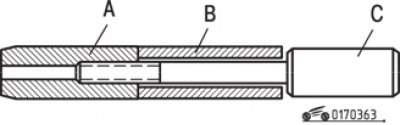
Мал. 3.63. Встановлення поршневого пальця (У) на настановний стрижень (З) і з'єднання з центруючим пристроєм (А)
- підготуйте поршневі пальці. Переконайтеся, що вони вільно входять у відповідні поршні. Встановіть поршневий палець на настановний стрижень, вверніть центруючий пристрій до упору і відверніть його на 1/4 обороту (Мал. 3.63);
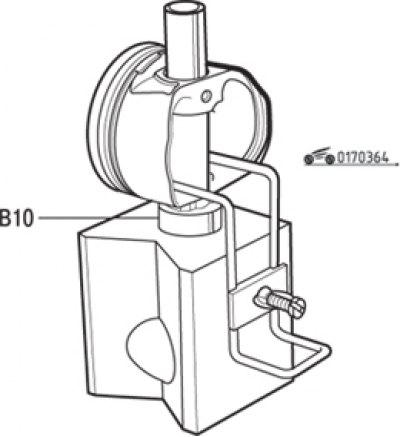
Мал. 3.64. Встановлення поршня на пристрій для збирання з шатуном: В 10 – втулка-обмежувач
- встановіть поршень на підставку, зорієнтувавши його, як зазначено на рис. 3.61. Між поршнем і підставкою помістіть втулку, що обмежує переміщення пристрою, що центрує, при запресуванні поршневого пальця (Мал. 3.64);
- змастіть моторним маслом центруючий пристрій і поршневий палець;
Увага! Наступні операції потрібно виконувати якнайшвидше, щоб уникнути охолодження шатуна.
- коли температура припою досягне точки плавлення (припій перетвориться на краплю), Зітріть краплю припою;
- вставте шатун у поршень;
- якнайшвидше вставте поршневий палець до упору центруючого пристосування в підставку;
- зніміть центруючий пристрій з пальця;
- переконайтеся в тому, що поршневий палець за будь-яких положень шатуна не виходить за межі бобишок поршня.