
Порядок роботи:
- видаліть з блоку залишки старих прокладок та герметика;
- видаліть технологічні заглушки, для чого просвердлити в заглушці маленький отвір, вкрутіть в нього болт, що самонарізає, і вийміть заглушку, потягнувши за головку болта;
- промивайте всі внутрішні канали теплою водою до тих пір, поки вода не стане чистою. Висушіть блок і змастіть його тонким шаром олії;
- встановіть нові заглушки технологічних отворів, використовуючи герметик.
Порядок роботи:
- переконайтеся у відсутності тріщин та корозії. Перевірте, чи немає зірваного різьблення у різьбових отворах. При необхідності очистіть та відновіть різьбові елементи мітчиками необхідного розміру;
- огляньте поверхню дзеркала циліндрів двигуна на наявність задир. Майте на увазі: якщо пошкодження знаходиться на ранній стадії, можна відновити блок шляхом розточування циліндра;
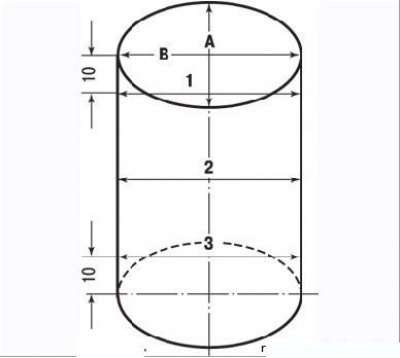
Малюнок 3.76. Схема вимірювання діаметра циліндра
- за допомогою нутроміра виконайте три виміри в одній площині з віссю колінчастого валу: у верхній частині дзеркала циліндра приблизно на 10 мм нижче гребеня зносу, в середній частині циліндра і ще один - у точці, розташованій приблизно на 10 мм вище нижньої кромки дзеркала циліндра (Малюнок 3.76). Потім поверніть нутромір на 90°, щоб він розташовувався перпендикулярно площині, що проходить через вісь колінчастого валу, і повторіть вимірювання. Порівняйте всі шість одержаних значень із наведеними в табл. 3.4. Якщо різниця в діаметрі між будь-якими двома циліндрами перевищує межу зносу або якщо діаметр будь-якого циліндра перевищує максимально допустимий, проведіть розточування блоку циліндрів;
- зіставте з проведеними вимірами раніше виконані вимірювання поршнів і зробіть висновок про необхідність розточування блоку або заміни поршнів. Якщо циліндри та поршні знаходяться у задовільному стані та їх розміри не виходять за встановлені межі, можна обмежитися заміною поршневих кілець;
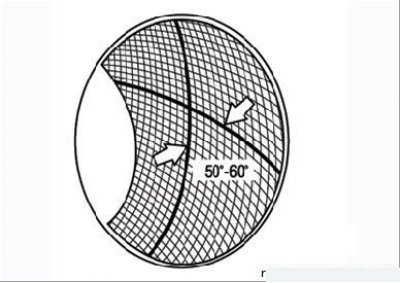
Малюнок 3.77. Малюнок на дзеркалі циліндра після хонінгування
- для кращого підробітку кілець рекомендується відхонінгувати циліндри. Ця обробка виконується абразивним інструментом, який при своєму русі утворює поверхні дзеркала циліндра «штрихування» (Малюнок 3.77). Незважаючи на те, що вважається, що цю роботу може виконати і непрофесіонал, настійно рекомендуємо провести її на станції технічного обслуговування, що має необхідне обладнання;
- якщо з яких-небудь причин складання двигуна відкладається, обробіть блок моторним маслом, щоб запобігти утворенню іржі. Зберігати його слід у сухому місці, захистивши від попадання пилу та бруду;
- як описано для головки блоку циліндрів, проведіть перевірку поверхні блоку, що сполучається з головкою блоку циліндрів у двох напрямках. Виробник не вказує максимально допустиме значення, але як орієнтовне можна прийняти неплощинність не більше 0,05 мм.